
Ve světě výroby polovodičů, kde panují vysoké sázky, není přesnost jen cílem, ale prostředkem přežití. Vzhledem k tomu, že se čipy zmenšují na nanometrové rozměry, musí stroje zodpovědné za jejich výrobu – litografické krokové pery, skenery waferů a metrologické nástroje – fungovat s neochvějnou stabilitou. Naše společnost stojí již dvě desetiletí v popředí tohoto odvětví a poskytuje základní kámen pro tyto inženýrské zázraky: vysoce kvalitní přesné žulové komponenty.
Cesta našeho partnerství s předním světovým výrobcem polovodičových zařízení (OEM) však ukazuje, že naše hodnota sahá nad rámec pouhých dodávek kamene. Je to příběh o tom, jak hluboké inženýrské znalosti a zakázková materiálová řešení mohou vyřešit složité provozní úzká místa. Tato případová studie podrobně popisuje, jak jsme s tímto klientem spolupracovali na řešení kritického problému – nadměrné doby kalibrace – a dosáhli ohromujícího 40% snížení, čímž se zvýšila jejich propustnost a spolehlivost.
Výzva: Vysoké náklady na drifty a prostoje
Náš klient, přední dodavatel zařízení pro výrobu destiček, čelil neustálému problému s nejnovější generací vysoce výkonných metrologických nástrojů. Tyto stroje, určené ke kontrole destiček na mikroskopické defekty, se spoléhaly na složité pohybové systémy pro polohování senzorů s nanometrovou přesností.
Problém: Doba kalibrace
Navzdory sofistikovanosti elektroniky a softwaru trpěly stroje „driftem“. Vzhledem k tomu, že teplota v továrním prostředí kolísala a stroje generovaly vnitřní teplo, konstrukční rámy zařízení se nepatrně roztahovaly a smršťovaly.
Navzdory sofistikovanosti elektroniky a softwaru trpěly stroje „driftem“. Vzhledem k tomu, že teplota v továrním prostředí kolísala a stroje generovaly vnitřní teplo, konstrukční rámy zařízení se nepatrně roztahovaly a smršťovaly.
- Důsledek: Aby byla zachována přesnost, musely stroje provádět „navádění do výchozí polohy“ neboli kalibrační cyklus každé 4 hodiny.
- Trvání: Každý kalibrační cyklus trval přibližně 25 minut.
- Dopad: V odvětví, kde je klíčová „celková efektivita zařízení“ (OEE), byla ztráta 25 minut výrobního času každé 4 hodiny nepřijatelná. Vedla k významným ztrátám v propustnosti a frustrovala koncové uživatele (slévárny čipů), kteří požadovali nepřetržitou provozuschopnost.
Inženýrský tým klienta měl podezření, že příčina spočívá ve strukturální stabilitě základny stroje a pohyblivých portálů, které byly vyrobeny z kompozitní kovové slitiny. Potřebovali řešení, které by nabízelo vynikající tepelnou stabilitu, aniž by vyžadovalo kompletní přepracování architektury řízení pohybu.
Fyzika problému: Proč byl kov limitem
Abychom pochopili, proč klient čelí těmto problémům s kalibrací, museli jsme se podívat na materiálovou vědu. Původní návrh zařízení používal pro konstrukční základ svařovanou ocel a litinu. I když jsou tyto materiály pevné, mají ve vysoce přesných aplikacích dvě zřetelné nevýhody:
- Vysoký koeficient tepelné roztažnosti: Ocel se při stejné změně teploty roztahuje zhruba dvakrát rychleji než žula. I změna teploty o 1 °C v čisté místnosti by mohla způsobit deformaci kovového rámu natolik, že by se narušilo vyrovnání stroje, což by vyvolalo potřebu rekalibrace.
- Vnitřní napětí: Svařované konstrukce obsahují zbytková napětí z výrobního procesu. Postupem času se tato napětí uvolňují, což způsobuje mírné „prohýbání“ nebo deformaci rámu, což dále přispívá k chybám v zarovnání.
Klient potřeboval materiál, který by byl tepelně inertní, rozměrově stabilní a schopný absorbovat vibrace generované vysokorychlostními motory. Potřeboval přesné žulové komponenty.
Řešení: Zakázková žulová architektura
S využitím našich 20 let zkušeností v oboru navrhl náš inženýrský tým komplexní modernizaci a přepracování konstrukčního jádra stroje. Nedodali jsme jen kamenný blok; navrhli jsme systém.
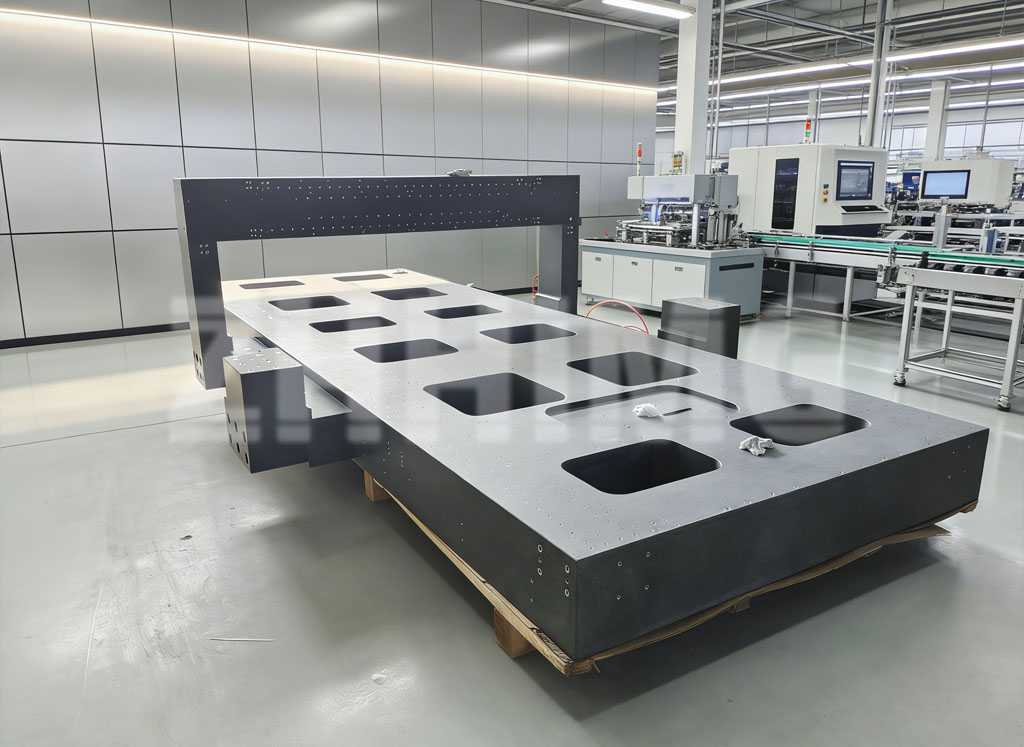
Výběr materiálu: Žula „Černá galaxie“
Vybrali jsme prémiovou jakost přírodní žuly, speciálně vybranou pro její jemnozrnnou strukturu a vysokou hustotu. Tento materiál nabízí:
Vybrali jsme prémiovou jakost přírodní žuly, speciálně vybranou pro její jemnozrnnou strukturu a vysokou hustotu. Tento materiál nabízí:
- Nízká tepelná roztažnost: Přibližně 5,4 × 10⁻⁶/°C, výrazně nižší než u oceli.
- Vysoká tlumicí kapacita: Žula absorbuje vibrace 10krát lépe než litina, což zajišťuje, že hluk motoru neruší citlivá měření.
Inovace designu: Geometrie „bez stresu“
Jedním z největších rizik při používání žuly je hmotnost a obtížnost obrábění. Náš tým využil pokročilé CAD modelování k optimalizaci geometrie základny. Navrhli jsme vnitřní žebrované struktury, které maximalizovaly tuhost a zároveň minimalizovaly hmotnost.
Jedním z největších rizik při používání žuly je hmotnost a obtížnost obrábění. Náš tým využil pokročilé CAD modelování k optimalizaci geometrie základny. Navrhli jsme vnitřní žebrované struktury, které maximalizovaly tuhost a zároveň minimalizovaly hmotnost.
Dále jsme implementovali konstrukci s „kinematickým spojením“. Místo přímého přišroubování žuly k ocelovému podvozku (což by přenášelo napětí) jsme použili tříbodový montážní systém s nastavitelnými nivelačními podložkami. To zajistilo, že žula zůstala v čisté rovnováze, bez vnějších sil, které by mohly způsobit deformaci.
Výrobní proces
Vytvoření těchto komponent vyžadovalo výrobní kapacity na mikronové úrovni:
Vytvoření těchto komponent vyžadovalo výrobní kapacity na mikronové úrovni:
- Přesné CNC obrábění: K obrábění žuly s tolerancí ±5 mikronů jsme použili diamantové nástroje.
- Lapování a leštění: Vodicí dráhy, kudy se měly pohybovat lineární motory, byly ručně lapovány, aby se dosáhlo povrchové úpravy s drsností povrchu menší než 0,5 mikronu Ra. Tento ultra hladký povrch snížil tření a jevy trhavého skluzu, což dále zvýšilo stabilitu pohybu.
Implementace: Od prototypu po produkci
Přechod byl postupný, aby se minimalizovalo riziko. Nejprve jsme dodali sadu prototypů žulových podstavců pro výzkumné a vývojové centrum klienta.
Fáze 1: Validace
Klient nainstaloval žulovou základnu do testovací jednotky. Výsledky byly okamžité. Tepelný drift se snížil o více než 60 % ve srovnání s ocelovou základnou. Stroj si udržel své vyrovnání po výrazně déle.
Klient nainstaloval žulovou základnu do testovací jednotky. Výsledky byly okamžité. Tepelný drift se snížil o více než 60 % ve srovnání s ocelovou základnou. Stroj si udržel své vyrovnání po výrazně déle.
Fáze 2: Integrace
Po validaci materiálu jsme spolupracovali s jejich softwarovým týmem na úpravě kompenzačních algoritmů stroje. Protože žulový podklad byl tak stabilní, software již nemusel aplikovat agresivní korekční faktory, které byly dříve zdrojem výpočetního zpoždění.
Po validaci materiálu jsme spolupracovali s jejich softwarovým týmem na úpravě kompenzačních algoritmů stroje. Protože žulový podklad byl tak stabilní, software již nemusel aplikovat agresivní korekční faktory, které byly dříve zdrojem výpočetního zpoždění.
Fáze 3: Úplné nasazení
Zřídili jsme specializovanou výrobní linku pro dodávky žulových komponentů pro jejich hromadnou výrobu. Naše kontrola kvality zajistila, že každá jednotlivá dodaná základna byla identická, což výrobci originálního vybavení umožnilo škálovat výrobu bez odchylek.
Zřídili jsme specializovanou výrobní linku pro dodávky žulových komponentů pro jejich hromadnou výrobu. Naše kontrola kvality zajistila, že každá jednotlivá dodaná základna byla identická, což výrobci originálního vybavení umožnilo škálovat výrobu bez odchylek.
Výsledky: Zkrácení doby kalibrace o 40 %
Po šesti měsících nasazení v terénu v továrnách zákazníků data potvrdila úspěch projektu. Přechod na přesné žulové komponenty přinesl kvantifikovatelné a vysoce účinné výsledky.
Kvantitativní vylepšení
| Metrický | Předchozí (ocelová základna) | Nové (žulová základna) | Zlepšení |
|---|---|---|---|
| Kalibrační frekvence | Každé 4 hodiny | Každých 8 hodin | O 50 % méně často |
| Doba trvání kalibrace | 25 minut | 15 minut | O 40 % rychlejší |
| Doba provozuschopnosti stroje | 92 % | 96,5 % | +4,5% Dostupnost |
| Propustnost | 100 destiček/hodinu | 104 destiček/hodinu | +4% Výstup |
Rozklad „40 %“
Hlavního úspěchu – 40% zkrácení doby kalibrace – bylo dosaženo dvěma mechanismy:
Hlavního úspěchu – 40% zkrácení doby kalibrace – bylo dosaženo dvěma mechanismy:
- Rychlejší doba ustálení: Protože žula tak účinně tlumila vibrace, senzory se mohly během kalibrační procedury stabilizovat a odečítat hodnoty mnohem rychleji. Stroj nemusel „čekat“, až vibrace ustoupí.
- Snížený počet iterací: Ocelové základny často vyžadovaly několik kalibračních průchodů, aby se dosáhlo přesného zarovnání kvůli tepelnému driftu během procesu. Žulová základna byla dostatečně stabilní, takže kalibrace proběhla úspěšně již při prvním průchodu.
Kvalitativní výhody
Kromě hrubých čísel klient uvedl i významné sekundární výhody:
Kromě hrubých čísel klient uvedl i významné sekundární výhody:
- Zlepšený výtěžek: Stabilita žuly snížila šum měření, což umožnilo detekci menších vad, což zlepšilo celkový výtěžek pro výrobce čipů.
- Nižší nároky na údržbu: Žula nerezaví ani nekoroduje. Klient zaznamenal snížení počtu výjezdů k údržbě souvisejících s korozí podkladu nebo deformací konstrukce.
- Spokojenost zákazníků: Koncoví uživatelé (výrobci) hlásili vyšší spolehlivost, což posílilo reputaci výrobce originálního vybavení (OEM) na trhu.
Závěr: Strategická hodnota přesné žuly
Tato případová studie ilustruje, že kalibrace polovodičových zařízení není jen softwarová výzva, ale i strukturální. Řešením základní příčiny nestability – základního materiálu stroje – jsme byli schopni dosáhnout zvýšení výkonu, kterého samotný software nemohl dosáhnout.
Již 20 let pomáháme výrobcům posouvat hranice možného. Dodáváním přesných žulových komponentů, které slouží jako dokonalý základ pro pohyb a měření, umožňujeme našim klientům dosahovat vyšších rychlostí, přesnějších tolerancí a větší efektivity.
Čas zveřejnění: 20. dubna 2026